ARTICLE
Masa GmbH, 32457 Porta Westfalica, Germany
Simplified operation for high plant availability
Up to now, the Masa programmers have relied on a visualisation of the complete plant and plant areas, that was written with the complex C++ programming language by themselves or flexibly projected with the WinCC program. This was because the software STEP 7 could only be used for the programming of the control systems, but not for their visualisation. Furthermore, the programming language C++ only allowed the development of functions that could not – or with a huge effort only – be implemented in STEP 7. With the step towards a visualisation based on TIA Portal that integrates all required automation components in a single tool, the programmers can now resort to a uniform Siemens basic toolbox. This means a combination of many practical aspects with the fundamental need for programming via the development tool TIA (Totally Integrated Automation).
For the plant operators, the new solution approach with TIA also means that – beside the compatability of the TIA systems among each other and the possibility to integrate third-party tools – they can particularly profit from the worldwide standardisation and acceptance of the applications. Commissioning and training times can be reduced, the manpower planning is more flexible, as the operating staff can understand the plant and get it started much easier because of the uniform representation of all plant areas. What's more, an operator is able to orientate himself quickly in any part of the plant, as the nomenclatura/system of the visualisation is basically the same all the time. Positive effects regarding required time and intensity of training for new operators are another advantage.
The milestones at a glance
Masa is renowned for the supply of solid, technically mature and reliable solutions. This includes the control system. The supply of the first AAC plant with complete TIA programming (visualisation system and program) was therefore strategically planned for the long term and implemented properly. Thus, beside the excellent Masa machine technology, the customer receives a high-quality and consistent control system for the complete plant. The clear user guidance guarantees a continuous production process with high availability. Beside the plant safety, the profitable operation of the AAC plant is another important aspect.
The redesign of the plant control system comprises several milestones that are displayed in the following diagram:

Continuous automatic operation
Together with the orientation towards the up-to-date SIMATIC control system series, Masa completely changed the general mode of programming. The original programming of the plant with sequential control (step chain) required a stepwise, in fact safe, but also compulsory sequence: The passage from one process step to the next could only be carried out when all possible malfunctions had been rectified and the required step enabling condition (transition) for the next step was fulfilled. Complicated for the plant operator: For a changeover from manual operation back to automatic operation, the plant had to be brought to a defined basic position first to achieve the status "Ready for automatic operation". This sometimes required changing to service operation, in this mode, each movement can be carried out and is not secured by limit switches. The manual operation of the plant is extremely error-prone, however. To avoid the risk of a temporary standstill of an individual plant area or even the complete plant, the operator required a high level of knowledge.
In contrast to this, the condition-controlled programming implemented now offers distinct advantages to the plant operator. The current status of the individual assembly is registered by means of sensors. The possible conditions are stored, depending on the condition, a certain program sequence is started. This makes the handling of the individual plant areas easier to understand. In addition, similar to a vehicle assist system, the plant operator is actively supported so that he can change to automatic operation as soon as possible again. The control system tries to avoid the changeover to the less secured service mode. Nevertheless, in a condition-controlled plant, malfunctions lead to an interruption of the sequence as well, but after the cause of malfunction has been eliminated, the system offers a considerably faster and simplified re-entry into the automatic mode.
Moreover, with the new version, Masa enables the plant operator to "learn by doing" more safely and thus also reduces the training effort for the customer.
Decentral configuration
Masa places the CPUs of the control systems centrally accessible in the safety switch cabinet, so that the CPUs can be supplied with a separate 24 V power supply unit. The advantage: In case of maintenance works, the respective switch cabinet is normally switched off. Due to the separate power supply, however, the control systems are still available for service purposes. The safety CPU is superordinate to all other CPUs and can block or unblock all other areas. In case of a malfunction, individual switch cabinets or control system parts can be switched off separately. With this concept, the total availability rate of the production plant remains high, even in case of a short interruption in a certain segment.
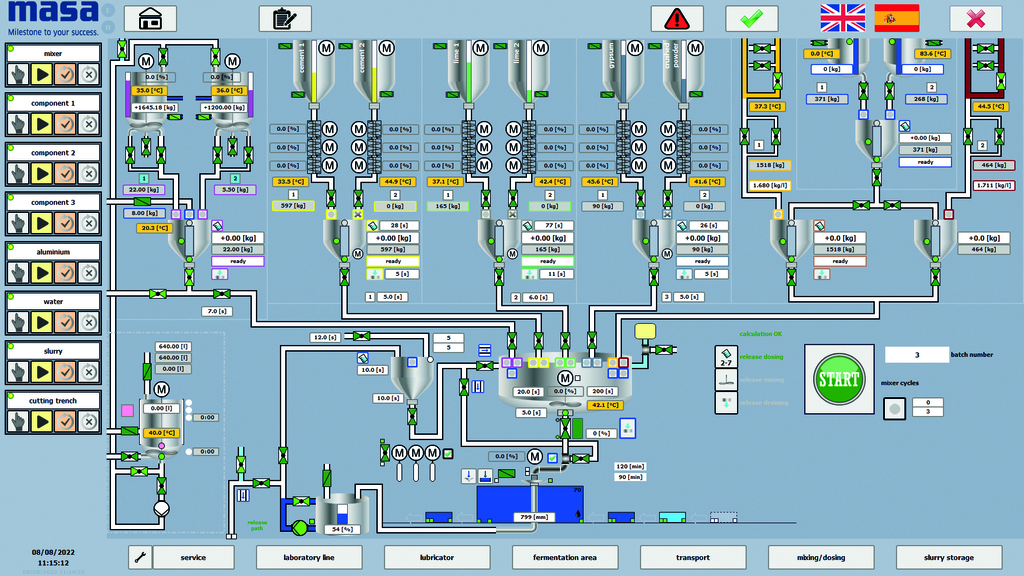
Continuous visualisation system
Masa uses the TIA Portal toolbox to standardise the operation and visualisation of the plant components. The consequent and consistent operator guidance helps the customer as well as the Masa service staff to locate and eliminate possible disturbances within a short period of time.
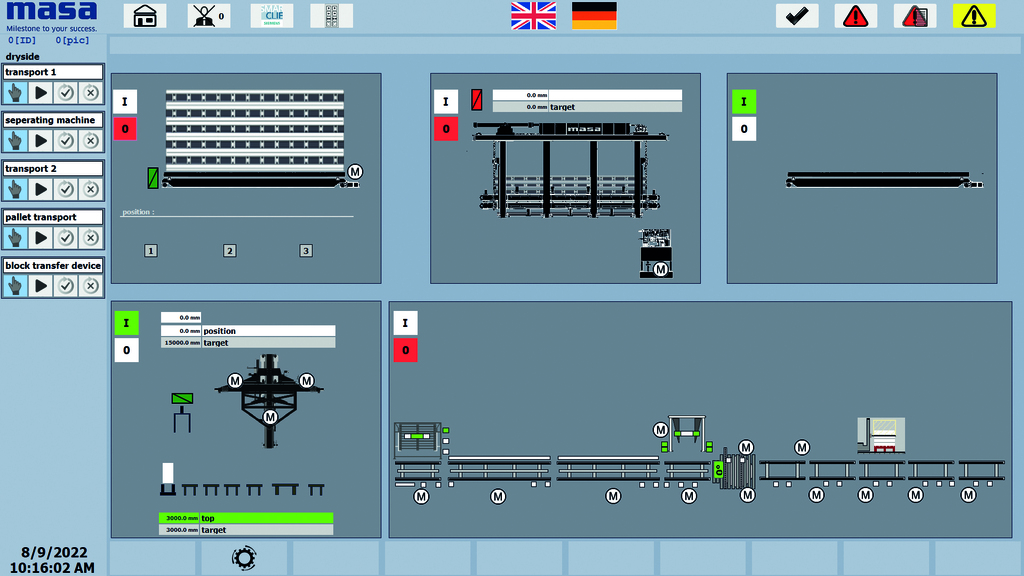
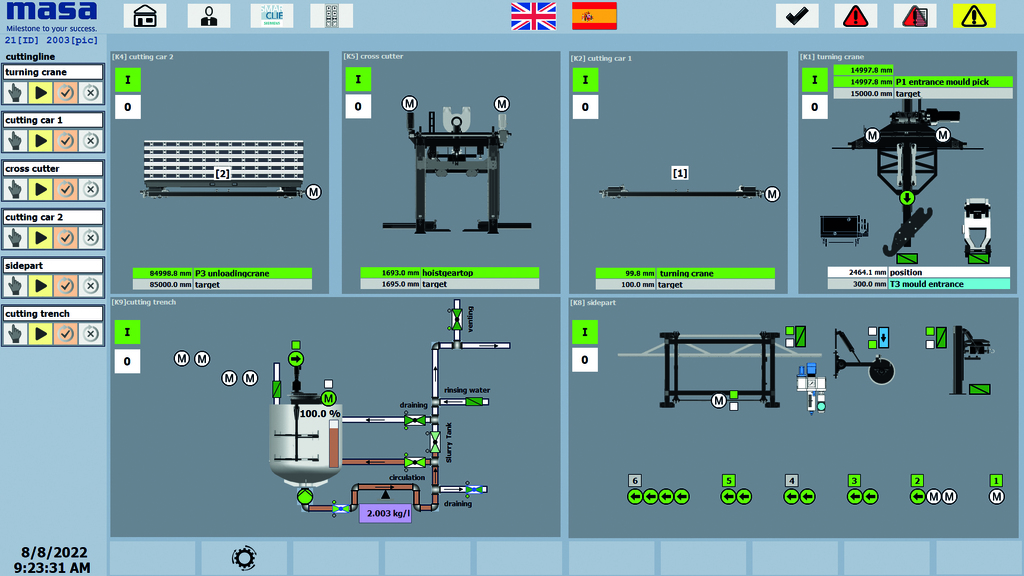
In each plant area, the individual levels of the visualisation follow an identical basic structure.
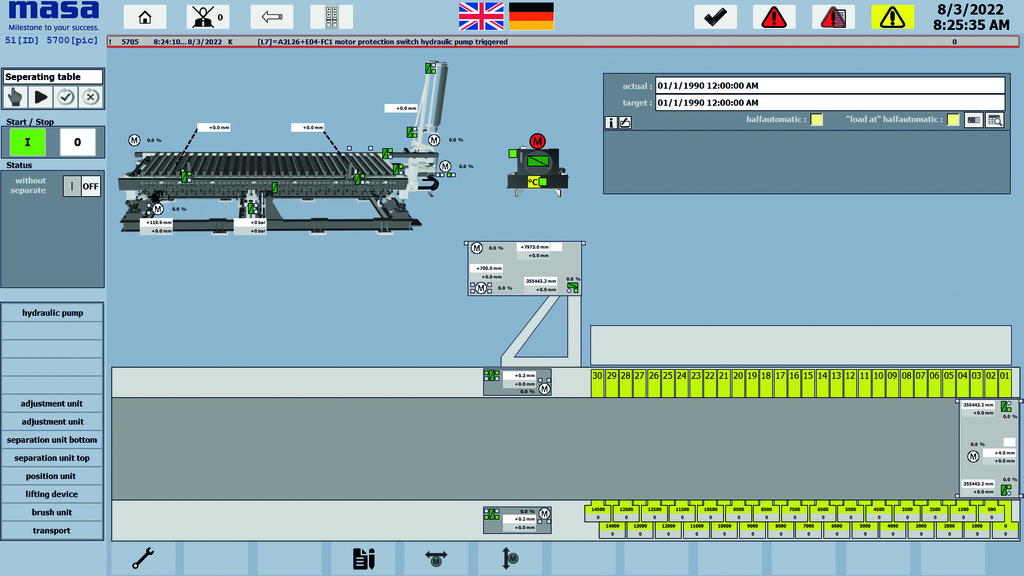
The process currently going on in the chosen area can be followed in real time with the visualisation system. For the representation of the individual components, Masa uses pictures close to reality with a high recognition value for the plant operator. The software displays changes of status, such as open/closed flaps or the flow rate through pipes, well-arranged and clearly visible with coloured standard symbols typical for the industry. The overview screens display all relevant information. They help the operator or the plant responsible to get a quick overview and give them the opportunity to react anticipatory to changes in state.
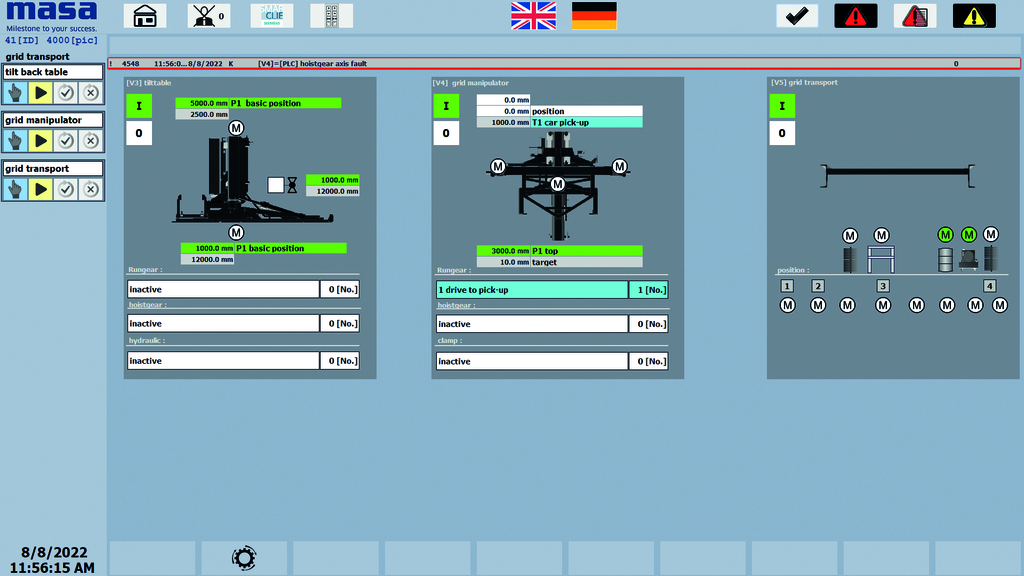
Uniform fault messages directly lead to the cause of fault
In the course of the changeover, Masa also concentrated on the fault reporting tool. First, as a base, the programmers modified the multilingual instructions for the prerequisites for a changeover to automatic operation. The texts have considerably gained in explanatory power and the layout is more consistent. The fault message line in the fault reporting tool displays all fault messages that prevent a changeover to automatic operation uniformly and in short form. The fault message screen that can be called up separately from here displays the faults in chronological order, the latest message always ranking first. In addition, with the filter function, the operator has the possibility to call up fault messages from individual plant parts relevant for him and to work these off systematically. To do this, the Masa programmers support the plant operator with a special measure: Each fault message is consequently marked with an item designation so that the operator can find the actual spot of the cause of failure.




Smaller automatic areas for a higher plant availability rate
Masa separates the plant in different automatic areas. Each area can, depending on its status, individually be operated in the modes "Automatic operation", "Manual operation" or "Service operation". The smaller the automatic areas, the smaller the area that has to be switched to manual or service operation in case of a malfunction. Masa made a reasonable new division and increased the number of automatic areas in an AAC plant to 48 now. The designated automatic areas now considerably increase the availability of the complete plant, as in case of a malfunction, small areas only have to leave the time- and process-optimised automatic operation mode, and the return to the automatic mode can be carried out much faster.
Current projects/updates
To secure a continuously high product quality, the topic "Product tracing" becomes more and more important. In the 1990s already, Masa implemented the first systems for product tracing by binary marking at the side plates/hardening grids. Based on this system, updates are developed continuously to meet the growing customer-specific requirements. The data and process parameters collected within this system are stored centrally and specifically provided to the customer's IT for further processing.
Considering the present development of energy costs, the power consumption in the manufacture of AAC plays a more and more important role. Every plant operator aims to control the power consumption of his AAC plant. Masa can help here with a power consumption recording system that is able to evaluate selected plant areas for their power consumption and power saving possibilities.
A matter of course for Masa: In-house competence
A wide-ranging, excellent in-house competence throughout the complete manufacturing process is significant for Masa. Starting with the planning process and the realisation of the project regarding design and programming down to the acceptance of the project by the customer, Masa covers the complete range of know-how, also comprising process technology.
When the project has been given over to the customer, the Masa competence team is still available. To ensure that the relevant specialised departments are available at all times, Masa has decided on suitable team sizes here. The Technical Department comprises several highly specialised competence teams: Planning, mechanical design, electrical design, software development, technical laboratory, start-up engineers and process engineers.

The "Multiuser Engineering", another tool of TIA Portal, allows a common and simultaneous treatment of a project by several programmers and start-up engineers, which leads to a harmonisation of the programming style so that it is easier for a service technician to orient himself in the individual programs. The parallel processing of different objects within a multiuser project also was an opportunity for the Masa team to harmonise the visualisation system for all plant areas.
Masa's aerated concrete installations are proven advanced technology processes, designed according to customers specific requirements. This approach allows complete solutions to ensure highly efficient, optimised processes resulting in consistent final product quality.
This Masa Company channel is provided by AAC Worldwide - the journal for the Autoclaved Aerated Concrete industry. All articles about Masa are available for free. Feel free to share information from this website with other industry professionals!
Masa GmbH
Osterkamp 2
32457 Porta Westfalica
Germany
T +49 5731 6800
F +49 5731 680183
info@masa-group.com
www.masa-group.com