News & Markets
Pathway towards future
EAACA Net-Zero Roadmap for Autoclaved Aerated Concrete
Loading...The roadmap shows the main levers that must be applied to achieve this. EAACA has drawn these from known technologies and has based a net-zero target on a life-cycle analysis provided by an independently verified Environmental Product Declaration. As the majority of CO2 emissions come not from the manufacture of AAC itself, but from the manufacture of two key raw materials – cement and lime – the roadmap draws on the decarbonisation pathways published by global and European cement and lime industry associations.
The building and construction sectors account for a significant share of Europe’s greenhouse gas emissions that contribute to climate change. Through this roadmap, the EAACA and its members are committed to achieving net-zero emissions in AAC products by 2050 and supporting the development of a climate neutral Europe.
The AAC roadmap uses known technologies and is based on a life-cycle analysis from an independently verified Environmental Product Declaration.
AAC carbon emissions
Based on a life-cycle analysis (LCA), the majority of CO2 emissions come not from the manufacture of AAC itself, but from the manufacture of two key raw materials – cement and lime. Together, cement and lime account for approximately 74% of the life-cycle emissions of a typical AAC product.
These emissions lie upstream with the cement and lime producers and are an unavoidable result of the chemical reaction that occurs when carbon is removed from limestone to produce clinker, the main ingredient in cement. The CO2 released in this reaction makes the decarbonisation of cement and lime challenging, though not unsolvable.
Emissions from the production of AAC in factories account for approximately 13% of life-cycle emissions, which are significantly lower than those associated with cement and lime. The main source of these production emissions are fossil fuels such as coal and natural gas that are used to power the boilers that provide steam to the autoclaves. Emissions from electricity generated to power ball mills, offices, warehouses and other facilities amount to approximately 3%.
The remaining emissions lie with other companies in the value chain for activities that include transportation of raw materials and distribution of the AAC product to the construction site (around 3%), emissions that occur on the construction site (2%) and the end-of-life disposal of AAC to the landfill (5%).
The LCA is based on an Environmental Product Declaration (EPD) independently verified by the Institut Bauen und Umwelt (IBU) using data sourced from a representative AAC factory in 2020. The LCA covers the full cradle-to-grave emissions, from the production of the raw materials and manufacture of the AAC product, to transport, building site construction and the use stage of the completed building, through to end-of-life demolition, waste processing and disposal.
The LCA shows that the cradle-to-grave GWP (Global Warming Potential) impact of 1 m3 of AAC manufactured in the reference plant with a bulk density of 388 kg/m3 is 104 kg CO2. This includes recarbonation, a process in which all cement-based products naturally absorb CO2 from the atmosphere during their lifespan, acting as permanent carbon sinks during the use phase of a building and when it is pulled down and recycled. Recarbonation of concrete is a well-established science and recognised by the IPCC in its Sixth Assessment Report as an important carbon emissions sink.
As indicated in the EPD, AAC products can absorb 77 kg of CO2 per m3, with 80% of recarbonation achieved after 50 years and 95% within 80 years [1].
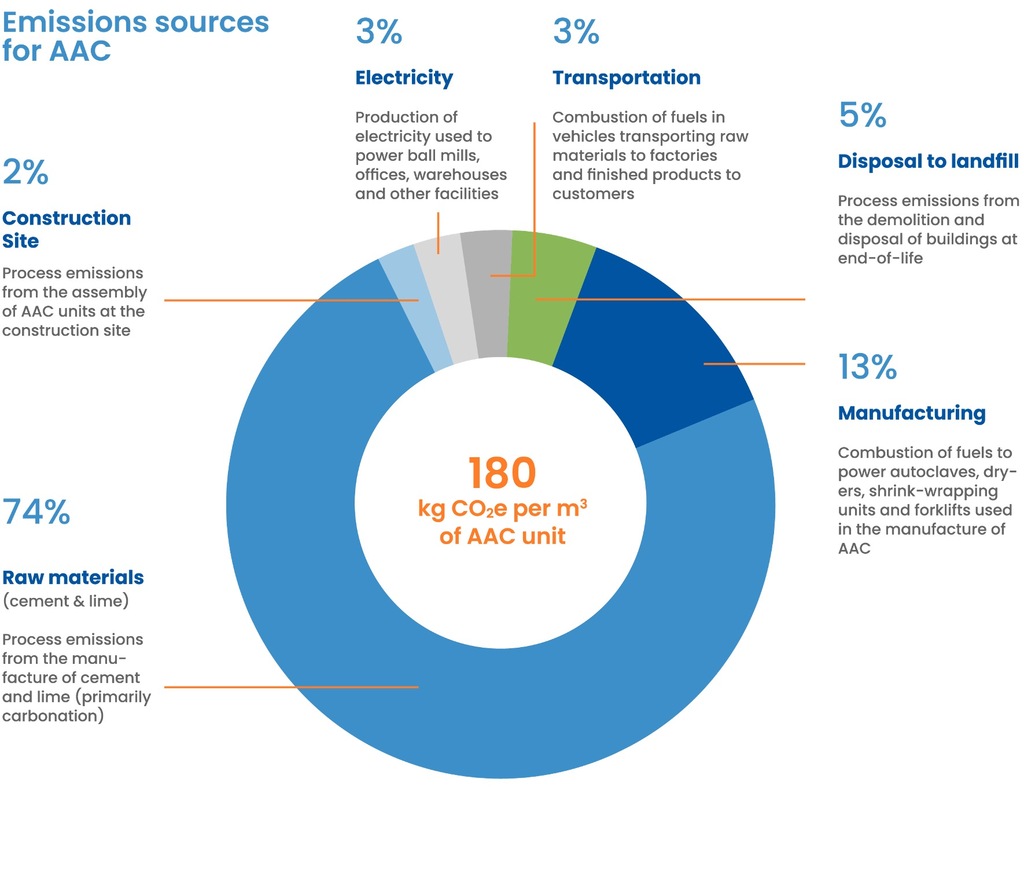
The diagram (fig. 1) provides an overview of the main sources of emissions for AAC. As recarbonation removes emissions, it is not included in the graph and the GWP impact has been adjusted to include the gross emissions impact without it.
Roadmap to net-zero emissions
The roadmap aligns the EAACA and its members with the objectives of the Paris Agreement to limit global warming to 1.5°C and with policies to decarbonise Europe’s building stock and construction sectors. These sectors are key contributors to Europe’s greenhouse gas (GHG) emissions:
• The use of buildings accounts for 40% of Europe’s energy consumption and 36% of CO2 emissions.
• GHG emissions from material extraction, manufacturing of construction products, as well as construction and renovation of buildings are estimated at 5-12% of total GHG emissions.
With its excellent thermal performance and the potential to achieve net negative CO2 emissions, AAC has a role to play as a building material in helping to reduce the life-cycle emissions of Europe’s buildings.
The roadmap is based on a review of opportunities to decarbonise AAC production in Europe. Importantly, it draws on the decarbonisation roadmaps published by the Global Cement and Concrete Association [2], the European Cement Association (Cembureau) [3] and MPA UK Concrete [4] which put European cement manufacturing on a credible pathway to achieve net-zero emissions by 2050. The roadmap from the European Lime Association (EuLa) [5] is expected to follow a similar decarbonisation pathway.
AAC emissions in Europe
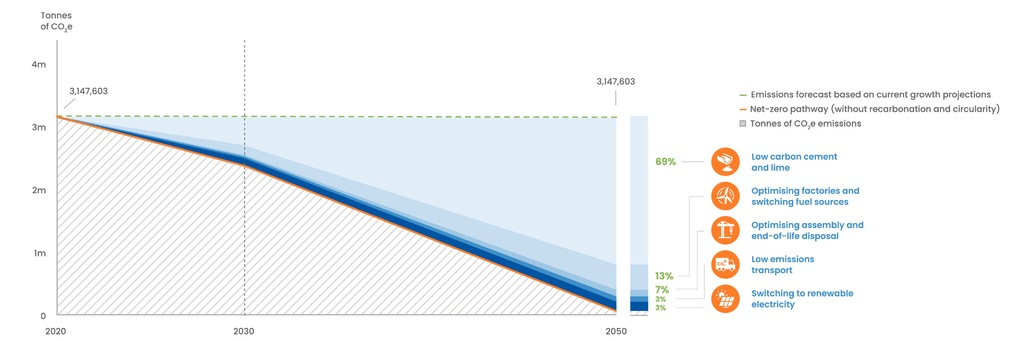
CO2 emissions for AAC in Europe were 3.1 million tonnes in 2021 (fig. 2), based on annual production of 17.5 million m3 of AAC. Around 2.3 million tonnes of this were upstream emissions from the cement and lime producers, and 0.4 million tonnes were from emissions derived directly from the manufacture of AAC in factories.
Annual AAC production is expected to remain steady for the foreseeable future. The net-zero roadmap for AAC products is outlined in fig. 2 which includes 4% of unavoidable emissions that cannot be removed though the cement and lime roadmaps. Circularity and recarbonation have the potential to address these and achieve negative emissions but are not shown in the chart. These levers are discussed in the following section.
Key levers to reduce emissions
The roadmap sets out the main levers based on known technologies that AAC manufacturers will have access to across Europe, though the pathway and speed of travel will vary between companies.
Low carbon cement and lime
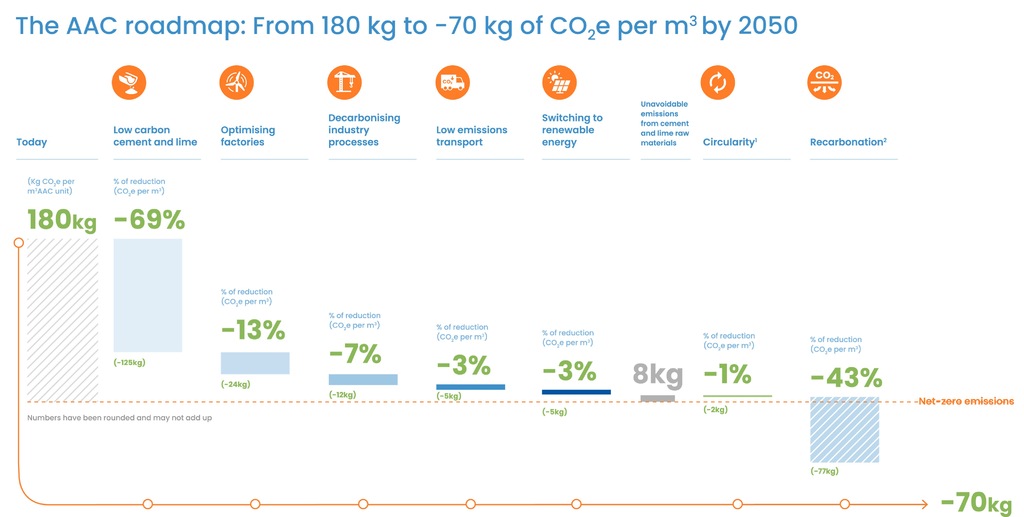
The use of low-carbon cement and lime binders in the production of AAC would reduce the overall carbon footprint for AAC by 69%. According to industry decarbonisation roadmaps, net-zero cement and lime will be achieved through the use of:
• Carbon capture storage and utilisation (CCS & CCU)
• Low carbon clinker through switching from fossil fuels to renewable energy to heat kilns
• Alternative binders
• Clinker substitution
• Carbon neutral transport
• Recarbonation [6]
Switching fuel sources and optimising factories
Emissions associated with the production of AAC are significantly lower than those from cement and lime. Efficiency improvements together with switching to renewable energy sources to power autoclaves, dryers, shrink-wrapping units and forklifts within factories would reduce emissions by 13% through the following steps:
1. Improvements in process control and modernisation of plant equipment
2. Replacing fuels such as lignite, coal, heating oil and diesel with fuels with lower CO2 emissions, such as natural gas and biodiesel
3. Switching from natural gas to renewable electricity or to hydrogen when available
Decarbonising construction site assembly, and demolition and disposal
These industry processes lie with companies downstream in the value chain from AAC manufacturers. As they decarbonise in line with Europe’s climate goals, it is expected that 7% of AAC life-cycle emissions will be removed.
Low emissions transport
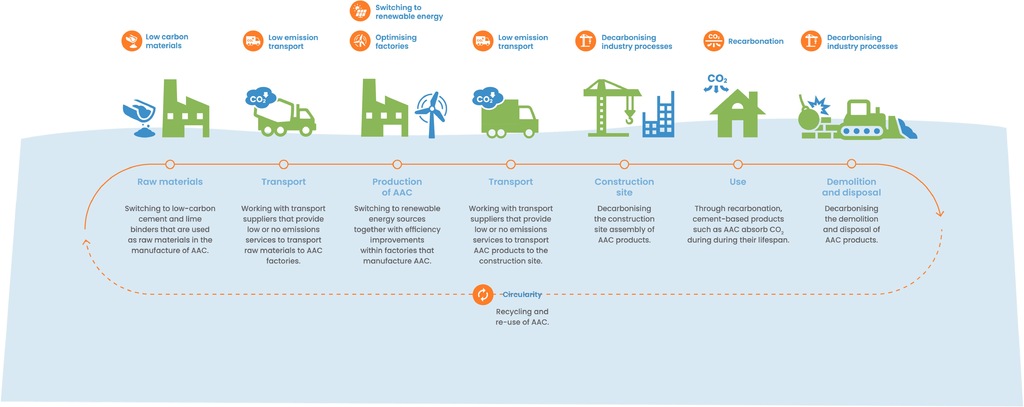
Working with transport suppliers that provide low or no emissions transport services for transport of raw materials to the factory, and for transport from the factory to the construction site would reduce emissions by 3%.
Switching to renewable energy
Switching to 100% renewable electricity for ball mills, offices, warehouses and other facilities would reduce emissions by 3%.
Circularity
Adopting circular processes for the recycling and reuse of AAC has the potential to reduce emissions by up to 15% initially, then declining to 1% by 2050 as the cement and lime raw materials are decarbonised. For AAC production, up to 20% of the cement and lime raw materials can be replaced through the use of:
• AAC scrap, cracks and leftovers occurring from production
• Leftover AAC cuttings from construction sites
• AAC recovered from building demolition rubble
With annual waste-volumes of AAC expected to exceed production volumes in Europe from 2040 onwards, there is significant potential to establish an industry-wide circular economy process for AAC.
Recarbonation
Cement-based products absorb CO2 during their lifespan, acting as permanent carbon sinks during the use phase of a building and when it is pulled down and recycled. This process of recarbonation would reduce overall emissions by 43% and has the potential to make AAC products carbon negative. As indicated in the EPD, AAC products can absorb 77 kg CO2 per m3 if complete recarbonation is achieved. Recarbonation reaches around 80% after 50 years and 95% by 80 years. This roadmap assumes a 95% recarbonation rate.
Beyond net-zero
Fully implemented, these levers deliver a decarbonisation roadmap for AAC products that reduces emissions from 180 kg to -70 kg of CO2 per m3 by 2050, thereby removing more carbon from the atmosphere than is produced.
Monitoring progress
The EAACA and its member companies commit to implementing the roadmap to achieve net-zero emissions by 2050 and to monitor and communicate progress frequently. To support this, the EAACA will phase in GHG reporting requirements for members that align with upcoming corporate sustainability reporting requirements in the EU and the UK. The EAACA will also work to facilitate knowledge sharing and best practice among members to assist them in implementing the roadmap.
Partnerships for net-zero
With open innovation concepts and partnership networks EAACA will aim at integrating a broader spectrum of ideas, experiences and also materials in the innovation processes. A special emphasis will be put on new, less carbon-intensive raw materials, in particular alternative binders as a substitute for cement and lime in AAC production.
Challenges and risks
The roadmap provides a viable pathway to net-zero for AAC! Manufacturers but do face three principal risks:
1. Success of the cement and lime roadmaps: The roadmap relies on the success of the cement and lime industry roadmaps to decarbonise by 2050. These roadmaps depend on widespread adoption of CCU and CCUS technology which has an uncertain economic model, and on innovation to develop alternative binders which have not yet been proven as viable raw materials for AAC production.
2. Access to renewable energy sources: To remove factory emissions in the production of AAC, EAACA members will require access to renewable electricity and to hydrogen as fuel sources. Currently, EU and UK hydrogen policy and infrastructure plans are at an early stage and it is unlikely that hydrogen infrastructure will be rolled out at a uniform pace across member countries.
3. Investment costs Implementing the roadmap will require long-term action and investment by AAC manufacturers. The main cost for EAACA members is the investment required to upgrade the boilers that provide steam to the autoclaves to run on lower carbon fuel sources. The speed at which this investment occurs will vary between members.
Policy recommendations
The EAACA and its member companies are committed to ensuring that AAC plays its role in decarbonising Europe’s buildings. These goals can be achieved with policy action that helps to:
1. Support the success of the European cement and lime decarbonisation roadmaps by ensuring:
· A level playing field on carbon pricing for European manufacturers against importers of cement and lime
· The widespread deployment of CCU and CCUS infrastructure
2. Energy policy that supports the availability of renewable electricity and hydrogen for Europe’s industrial sector.
3. Policies that capture the full life-cycle emissions for buildings and construction products to
· Allow for recarbonation to be accounted for CO2 abatement
· Take into account the benefits of properties such as thermal mass in avoiding emissions for heating and cooling buildings
· Support the development of industry-wide approaches to circularity
· Acknowledge that CO2 emissions from the manufacturing phase account for only a minor share of the total GHG emissions in the life cycle of a building. The largest contribution to CO2 emissions comes from the use phase.
[1] Walther, H. B., ‘CO2 absorption during the use phase of autoclaved aerated concrete by recarbonation’, AAC Worldwide, Issue 1, 2022, https://www.aacworldwide.com/category/science-innovation/2031 (accessed on 28 January 2022) EAACA – Net-zero roadmap for autoclaved aerated concrete
[2] Global Cement and Concrete Association, ‘Concrete Future’, Global Cement and Concrete Association, 2021, https://gccassociation.org/concretefuture/wp-content/uploads/2021/10/GCCA-Concrete-Future-Roadmap-Document-AW.pdf (accessed on 28 January 2022).
[3] The European Cement Association, ‘Cementing the European Green Deal’, The European Cement Association, https://lowcarboneconomy.cembureau.eu/wp-content/uploads/2020/05/CEMBUREAU-2050_ROADMAP_FINAL.pdf (accessed on 28 January 2022).
[4] MPA UK Concrete, ‘UK Concrete and Cement Industry Roadmap to Net Zero’, MPA UK Concrete, 2020, https://thisisukconcrete.co.uk/TIC/media/root/Perspectives/MPA-UKC-Roadmap-to-Beyond-Net-Zero_October-2020.pdf (accessed on 28 January 2022).
[5] Ecofys, ‘A Competitive and Efficient Lime Industry’, European Lime Association, 2014, https://www.eula.eu/wp-content/uploads/2019/02/A-Competitive-and-Efficient-Lime-Industry-Technical-report-by-Ecofys_0.pdf (accessed on 28 January 2022).
[6] To avoid double counting, the EAACA does not count the recarbonation recognised in the cement and lime roadmaps.