Production Technology
Aircrete Europe, EJ Oldenzaal, The Netherlands
High capacity Kovalska AAC plant in Ukraine commences operations
Loading...Construction of large-scale industrial facilities is always a multidisciplinary undertaking, requiring close coordination between engineering, manufacturing, logistics, and commissioning teams. Delivering such a project under wartime conditions adds an entirely different dimension of complexity. The Kovalska project in Ukraine demonstrates how technical expertise, flexibility, and strong collaboration can transform these challenges into a successful industrial milestone.

Located in Rozvadiv, in the Lviv region of western Ukraine, this AAC plant is one of the most significant private investments in the Ukrainian building materials sector since the start of the war. Developed as a strategic replacement for Kovalska’s lost production facility in Nova Kakhovka, the new factory represents a long-term commitment to modern, sustainable construction solutions.
At its current stage, the plant has an annual production capacity of approximately 600,000 m³ of AAC products, including wall blocks and U-blocks. The plant layout has been prepared for a second production phase, which will expand capacity to over 1.2 million m³ per year and introduce additional products such as reinforced wall panels, floor panels, and lintels.
Construction of the project began in 2023, with total investment in the first phase exceeding €50 million. To finance the acquisition of advanced production equipment, Kovalska Group secured a €27 million loan from Invest International through the Dutch Good Growth Fund. The production line was supplied by Aircrete Europe, combining Dutch engineering expertise with Ukrainian industrial ambition.
((Hier kommt evtl. noch ein Bild der Person hin))
According to Serhii Pylypenko, CEO of Kovalska Group:
“After losing our plant in Nova Kakhovka due to the occupation, we made a conscious decision to remain in the AAC market and invest in new production capacity. Launching such a project during wartime was extremely challenging, but it clearly demonstrates the resilience of Ukrainian industry and the ability of the private business sector to continue investing in the country’s future.
We are proud of what has been achieved together with Aircrete Europe. Their technology, experience, and commitment have helped us bring this ambitious project to life, even under exceptionally challenging circumstances.”
Project execution under wartime conditions
From the early stages of execution, the project was shaped by the realities of operating within a wartime context. Commissioning activities were frequently interrupted by air raid alerts, requiring temporary suspension of on-site work and strict adherence to safety procedures. At the same time, recurring power outages introduced instability into both construction progress and system testing, while limited internet connectivity represented a challenge for local teams and remote specialists.
These conditions were further intensified by disruptions in material supply chains and logistical delays, requiring continuous adjustment of planning and sequencing. Nonetheless, critical expertise was provided to the degree possible on-site but often remotely, supported by local teams responsible for implementation on-site. While this model ensured continuity, it increased the complexity of key commissioning activities, particularly in areas such as system diagnostics, mechanical verification, and control system integration.
Despite these challenges, the project progressed in a structured and consistent manner. This outcome was made possible through close coordination between all stakeholders, the use of adaptive engineering strategies, and a shared commitment to achieving the project’s long-term objectives. As two of the engineers involved in the project explain:


“From my perspective as a commissioning software engineer on site, this project has been both technically challenging and deeply rewarding. Working closely with the Kovalska team, I have seen firsthand the professionalism, resilience, and strong commitment that drive this project forward every day. Beyond implementing and fine-tuning the system, what stands out most is the level of cooperation and trust between all parties involved. Despite the complexities, we have been able to move forward steadily, solving problems together and maintaining a clear focus on delivering a reliable and high-quality result.
I am proud to contribute to the Kovalska Gazobeton project as part of the Aircrete team. It is meaningful to know that our work here is not only advancing technology but also supporting the development of sustainable construction in Ukraine” - Yingqiang Li, Software Engineer at Aircrete Europe.

“The Kovalska project was a major milestone for me as a PLC programmer. Commissioning the plant under the prevailing conditions required flexibility and close coordination with both the local team and our remote specialists. Seeing the different systems coming together and operating automatically was a highly rewarding experience. As a Ukrainian engineer, contributing to such an important industrial project in my home country made this achievement especially meaningful” - Vladyslav Andryeyev, PLC Programmer at Aircrete Europe.
Advanced AAC technology and production capabilities
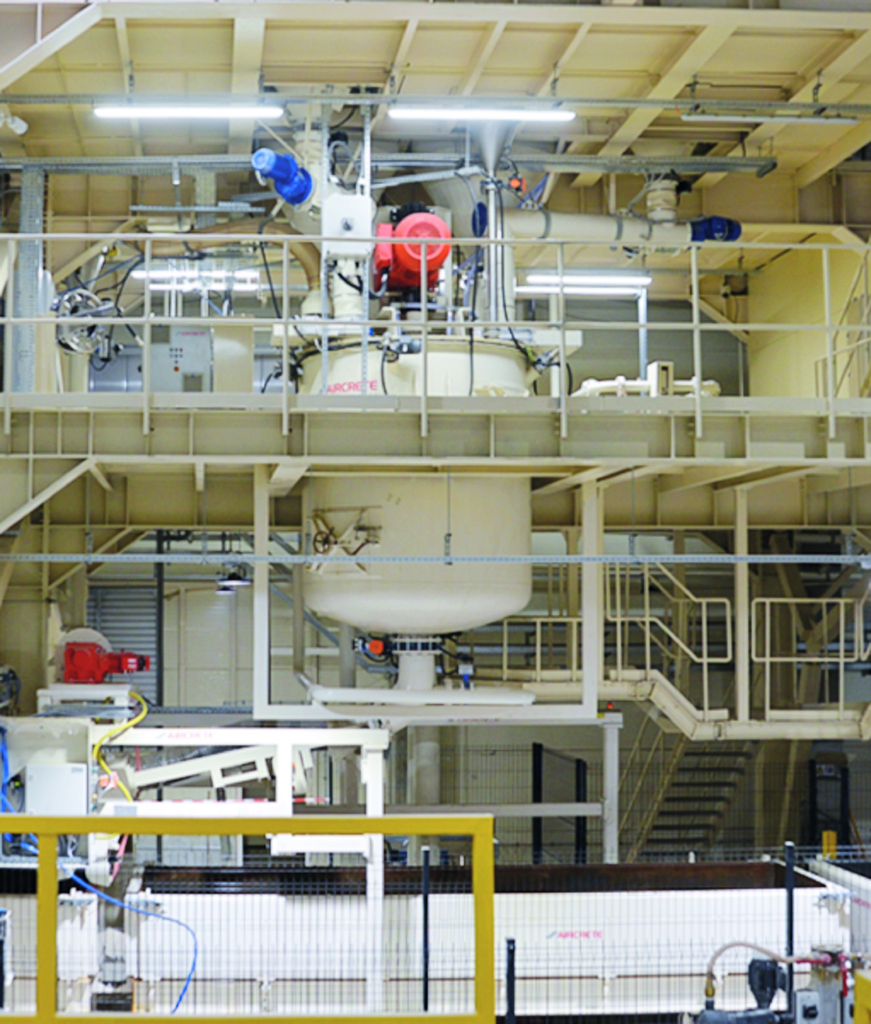
Initially, the delivery contract for the plant was signed just months before the war commenced. With 12 large operating facilities at the time and approximately 5 million m3 of AAC installed capacity, there was little presence of AAC in the western part of Ukraine. Today, even though consumption of AAC materials remains significantly below pre-war times, the new Kovalska factory boasts a strategic location advantage to cater to the millions of permanently relocated Ukrainians from the eastern part of the country. Initial plans of Kovalska about the project capacity, portfolio and automation have also barely changed due to the war, with the new factory possessing a total of 9 autoclaves (38m x 3m diameter each) with state-of-the-art automation and safety options as virtually all of the equipment was delivered from the European Union. Importantly, Kovalska saw a strategic advantage in the potential extension of capacity with an additional 600,000 m3 in Phase 2, allowing the factory to further bring down the production cost per m3 produced in the future.
From a technical perspective, the Rozvadiv facility has been designed as a high-capacity, fully integrated AAC production plant, combining advanced automation with optimized process control. The production line supplied by Aircrete Europe ensures stable operating conditions and consistent product quality across all stages of manufacturing. Below some of the stand-out technological highlights of the project:
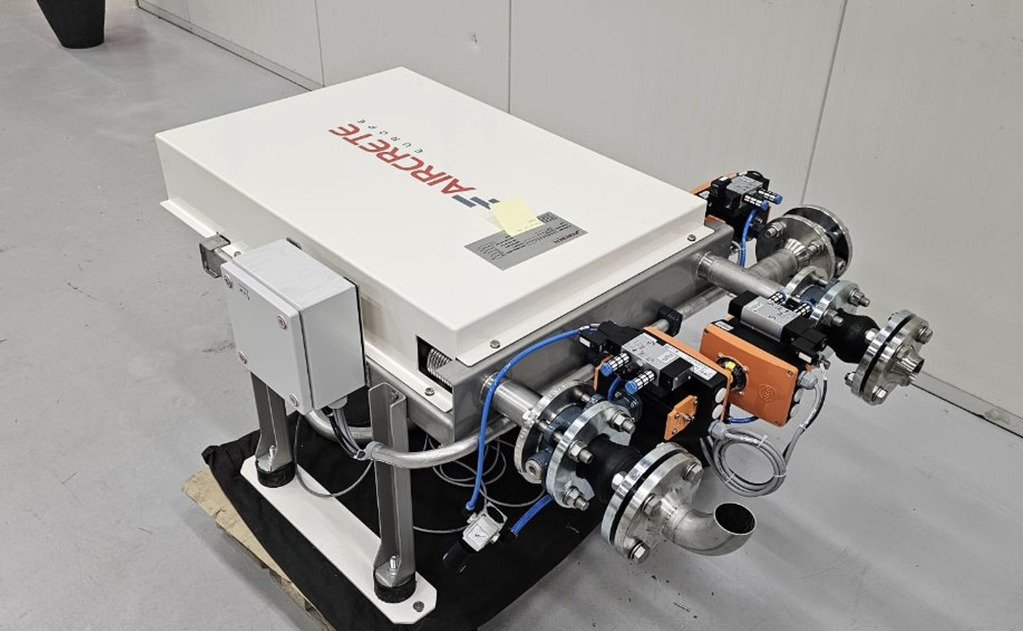
Aluminium Paste Dosing System
A key innovation integrated into the Kovalska plant is Aircrete’s latest-generation Aluminium Paste Dosing System, developed to maximize dosing precision, operational safety, and production capacity in AAC manufacturing. Aluminium is the essential component responsible for initiating the hydrogen gas generation that creates the characteristic porous structure of autoclaved aerated concrete. Since even minor deviations in aluminium dosage can directly influence density, compressive strength, dimensional accuracy, and overall product consistency, highly controlled preparation and dosing of the aluminium batch are critical for stable AAC production.

The Aircrete Aluminium Paste Dosing System operates on a fully controlled batch-by-batch dosing principle, achieving a dosing accuracy of approximately ±10 grams during a dosing cycle of approximately three minutes for standard mould capacity (5.4 m³). Unlike conventional systems that rely on large premixed and continuously cooled storage tanks, the Aircrete solution utilizes dedicated weighing bins, controlled mixing units, advanced sensor systems, and continuous temperature monitoring throughout every stage of the aluminium suspension preparation process. This configuration ensures a stable and homogeneous aluminium suspension while eliminating common issues such as paste sticking, inconsistent concentration, and uncontrolled sedimentation. The precisely controlled batch feed into the mixer guarantees repeatable dosing conditions and highly consistent cake quality for every production cycle.
The system also offers great production flexibility as it incorporates two dedicated aluminium paste storage tanks, enabling the dosing of two different aluminium paste types depending on specific production recipes or product requirements. The increased tank capacity is dimensioned to provide sufficient aluminium paste storage for approximately one full day of production, significantly reducing manual refilling operations and lowering operator workload at the plant. The Aircrete Alu System thus allows to optimize plant continuity and minimize production interruptions.
Operational safety and maintenance performance are further enhanced through a fully automated high-pressure nozzle cleaning system designed to continuously clean the dosing mixer and weighing bins while preventing aluminium build-up and sticking at critical dosing stages. This automatic cleaning concept minimizes manual intervention, improves operator safety, and extends maintenance intervals to approximately once every six months. The system additionally incorporates advanced emergency protection functions capable of automatically responding to abnormal operating conditions such as overheating or process instability, thereby preventing potential equipment damage and maintaining safe plant operation.
To guarantee high operational reliability under all plant conditions, the Aircrete Aluminium Paste Dosing System is equipped with an integrated uninterrupted power supply (UPS) capable of maintaining critical system functions for up to 30 minutes during power interruptions. This allows the installation to safely complete active dosing cycles, stabilize ongoing processes, or execute controlled emergency shutdown procedures in the event of sudden power failure. The complete installation is delivered as a fully pre-fabricated plug-and-play solution. It is suitable for both tilt-cake and flat-cake AAC production lines and can be integrated with minimal production downtime (as short as three days). Together, these features contribute to stable production conditions, reduced maintenance requirements, improved operational safety, and consistently high AAC product quality.
For further information about the Aircrete Alu Paste Batch-by-Batch System, please refer to AAC Worldwide. issue #4, 2023.
DMD - Density Measurement Device
The Kovalska AAC plant is equipped with Aircrete Europe’s latest-generation Density Measurement Device DMD, developed to improve slurry density measurement accuracy and overall production consistency. Accurate slurry density measurement is essential in AAC manufacturing, as density variations directly influence the rising process, dimensional stability, and final product quality. To overcome the limitations of conventional continuous-flow systems, Aircrete introduced an advanced bypass measurement concept that enhances accuracy while reducing maintenance requirements.
The new Aircrete DMD utilizes a redesigned U-pipe principle in which slurry enters the measuring section only during predefined measurement intervals. During standby mode, the pipe remains filled with water, providing a stable density reference point and enabling automatic recalibration before each measurement cycle. This innovative design allows the system to achieve a measurement accuracy of up to 9 kg/m³ while simultaneously reducing contamination, material build-up, and wear inside the measuring system.
Another important advantage of the Aircrete DMD is the elimination of pump vibration influence on the load cells, which is a common issue in traditional continuous-flow systems. The compact and standardized design allows simple integration into both new and existing AAC plants with minimal modifications to the slurry piping system. In addition, the device supports automatic logging and optional slurry temperature monitoring through integration into the plant control system, contributing to long-term operational reliability.
For further information about the Density Measurement Device, please refer to AAC Worldwide, issue #2, 2025.
Aircrete Low-Speed Multi-paddle Mixer
The plant is equipped with Aircrete’s Low-Speed Multi-paddle Mixer, designed to provide highly homogeneous AAC mix preparation while minimizing shear forces. The mixer ensures uniform distribution of all raw materials and aluminium paste throughout the batch.
This technology is particularly beneficial for plants with high- and low-density products as well as panels/lintels, where variations in cake geometry and reinforcement require exceptional consistency in the fresh mix. Stable slurry quality contributes directly to uniform rising behavior and improved product performance.
Another noteworthy feature implemented at the Kovalska plant is Aircrete’s automatic high-pressure and low-pressure mixer cleaning system, specifically developed for AAC production mixers. Unlike conventional concrete mixer cleaning systems, the Aircrete solution incorporates a dual-pump design with four strategically positioned spray nozzles, delivering water pressures of up to 150 bar while achieving cleaning cycle times as short as 1.5 minutes.
The system is equipped with a larger water reservoir and utilizes pre-heated water at temperatures of up to 60°C, significantly improving cleaning efficiency. Furthermore, the cleaning water is automatically accounted for within the production recipe, ensuring process consistency and minimizing manual adjustments.
By reducing operator intervention, the system enhances operational safety while increasing plant availability and production efficiency. Notably, this innovation has also been successfully retrofitted to existing AAC facilities that were not originally supplied by Aircrete, demonstrating its adaptability and value for plant modernization projects.
Stand-alone Cross Cutter
The Kovalska plant incorporates Aircrete’s Stand-alone Cross Cutter, positioned between the grabbing manipulator and section 1 of the cutting line. By using shorter cutting wires and an independent frame that moves from left to right (as opposed to from the bottom to the top), the system reduces lateral forces acting on the green cake during cross cutting.
After the wires complete the cut, integrated lamellas gently compact the products, improving dimensional accuracy between adjacent units during the cutting later in the process.

This design enables:
· Higher cutting precision
· Increased production rates
· Reduced wire wear
· Improved product quality
Following cross cutting, the cake proceeds through the horizontal and vertical cutting sections, where Aircrete’s oscillating double-wire technology produces the characteristic so-called Super Smooth AAC surface.
Innovative autoclaving process design
The autoclaving area has seen a number of important innovations introduced at the Kovalska AAC plant. All of them are aimed at reducing the total autoclaving cycle, resulting in reduced cost and energy savings, and increasing the safety of operating these high-pressure vessels. Some of the highlights are summarized and explained below.
In the new system, a butterfly valve design is used (instead of the standard globe valve) at the transfer and rest of steam release lines. This proven concept is crucial to allow for significant increase in the productivity of steam transfer between autoclaves (used steam from one autoclave being transferred into the next available empty autoclave) by 2 – 2.5 times. Needless to say, financial viability of the AAC plant is directly improved due to now increased availability of autoclaves that results in increased production capacity.
Another successful contribution of the above design change to the evolution of steam management is the reduction of pressure differential during transfer between the donor and the user autoclave to only 0.5 Bar. Notably, this has been achieved without any delays to the regular steam transfer cycle, which positively contributes to fast recycling of used steam.
To speed up the ramp down phase of the autoclaving cycle (resulting in reduced total cycle and thus extra productivity), an individual extra extractor system installed at a rest steam pipe inlet was utilized to speed up the exit of rest steam at the end of the autoclaving cycle by some 15-30 minutes. This resulted in a proven overall ramp down cycle (from working pressure 12 Bar to door opening pressure 0 Bar), including steam transfer between the autoclaves, of approximately 65 minutes. Crucially, the accelerated extraction of residual steam significantly enhances operator safety. By the time the autoclave doors are opened, virtually no steam remains inside the vessel, minimizing operator exposure to hot steam. Furthermore, the system prevents the formation of steam clouds within the production hall during door opening, contributing to a safer and more comfortable working environment.
Autoclave instrumentation has also seen two notable improvements to autoclave operation safety compared to the previously utilized systems. Firstly, an innovative system of pressure control inside the autoclave is applied that can reach a precision of 0.0001 Bar, which is approximately 25 times accurate than what AAC plants are accustomed to. This design greatly contributes to a more controlled and safer operation of the autoclave cycle, especially upon autoclave door opening. Secondly, a conventional manually operated wheel mechanism for bayonet door turning and autoclave door opening was replaced with a hydraulic cylinder function. This change eliminates the risk of the operator being exposed to residual steam during door opening.
In order to ensure a faster, deeper, and more energy-efficient vacuum creation in the autoclaves prior to steam injection, a new vacuum system for autoclaves, equipped with a dedicated cooling and filtration tank and its own control system, was installed. This system consists of a high-capacity water ring vacuum pump (with a 55-kW motor) and a water tank assembly prior to the vacuum pump, this installation delivers a much better yield from the get-go. It is a known fact that vacuum pumps suffer productivity losses when overheated (with hot air/steam that is being pulled out of the autoclave during the initial phase of the autoclaving cycle). Aircrete has developed a stand-alone water reservoir acting as a special heat exchanger for the vacuumed heat that is being cooled down before it actually hits the vacuum pump, resulting in not only a deep vacuum level but also a consistent one. Proven results have shown a vacuum level of -0.8 Bar achieved in only 8-12 min without affecting the quality of the product. As a result, this Aircrete solution can deliver a significant improvement in vacuum performance and process reliability in AAC production.
It is important to note that all of the above features are not inherent to Aircrete plants alone and can be retro-fitted (as was successfully done with valves and vacuum pump assembly in other plants before). Every AAC plant can now enjoy an even safer working environment around the curing area while increasing the autoclaving cycle efficiency.

Unloading line
Following autoclaving, the products are handled by Aircrete’s automated unloading line. This system first automatically removes the stacking pins to proceed to the tilting of two cakes on the wooden pallets (fed in automatically). Thereafter, these 1.5m high pallets with AAC blocks follow through a range of stations to dispatch. Firstly, pallet height can be adjusted from 1.5m to 1.8/2.1m and product removal of, for example, one 100mm layer (in case of 200mm block production) can be made utilizing two lifting manipulators to form a uniform pallet with products of one size only. Secondly, pallets are being automatically strapped (vertical direction). Thirdly, pallets receive a stretch-hood foil packaging via an automated Signode machine. Integrated with the overall material logistics concept, the unloading loading line enables safe handling of both blocks and value-added products while minimizing manual intervention. High automation contributes to consistent throughput and efficient shipment preparation.


AAC U-Block machine
To further expand the product portfolio and increase production flexibility, the Kovalska AAC plant incorporates Aircrete’s semi-automatic U-Block making machine — a compact stand-alone solution designed to transform standard, off-spec, or surplus AAC blocks into high-value products. By milling precise U-shaped cavities into AAC blocks, the system creates U-blocks that serve as permanent formwork for reinforced lintels and other load-bearing applications. This enables AAC producers to convert material that would otherwise be considered waste into profitable added-value products with strong market demand.
The Aircrete U-Block Machine is based on a precise milling concept that offers high flexibility and consistent product quality. Through interchangeable milling cutters, producers can manufacture different cavity profiles and dimensions depending on specific reinforcement or lintel requirements. The semi-automatic design combines manual infeed and outfeed with fully automated milling operations, providing an efficient balance between operational simplicity, reliability, and investment cost. The compact stand-alone configuration additionally allows easy integration into existing AAC plants with minimal downtime and without extensive modifications to the production layout.
To support sustainable AAC production, the machine incorporates an advanced cyclone-based dust collection system that captures fine particles generated during the milling process and reintegrates them into the slurry cycle. This circular approach reduces waste while simultaneously improving slurry viscosity and process stability. By converting surplus AAC material into premium structural products such as U-blocks, the Aircrete U-Block machine enables AAC producers to increase plant utilization, strengthen profitability, and unlock additional high-margin revenue streams within the existing production environment.
Building further upon this value-added production concept, Aircrete Europe additionally offers an automatic Lintel Production Line designed to complement the U-block manufacturing process. After milling, U-blocks can be automatically reinforced, filled with concrete, and cured under controlled conditions to produce finished reinforced lintels. The system integrates handling stations, reinforcement placement, concrete pouring, and curing processes to ensure dimensional accuracy, stable product quality, and efficient continuous production. By integrating lintel manufacturing directly into the AAC plant environment, producers can expand their product range with one of the highest-margin structural AAC applications available on the market.
In addition to the U-block concept, Aircrete can supply an O-Block machine, based on a similar added-value production philosophy. This machine mills precise vertical circular cavities into AAC blocks to create specialized O-block elements suitable for technical installations, pipe routing, and customized construction applications. The O-Block machine enables producers to transform standard or surplus AAC blocks into specialized value-added products while maintaining efficient material utilization and seamless integration into existing AAC production facilities.

For further information about the U-Block machine, please refer to AAC Worldwide, issue #4, 2025.
Knowledge exchange and international cooperation
In parallel with the project’s development, knowledge exchange initiatives have reinforced collaboration between Ukrainian and European partners. As part of a trade mission hosted in the Netherlands, Aircrete representatives Anton Kupava and Iurii Svirgunenko participated in discussions with a Ukrainian delegation, sharing insights on ongoing projects and technological developments. This initiative was highlighted as a concrete example of how international cooperation can drive industrial progress, even under constrained conditions.


Conclusion
The realization of the Rozvadiv facility underscores the critical role of resilience, collaboration, and engineering excellence in delivering complex industrial projects under extreme conditions. Kovalska ownership and site team deserve the highest complements in pulling through with project realization in the most challenging conditions. More than a production plant, it represents a forward-looking investment in Ukraine’s reconstruction and long-term economic stability. Through combining advanced AAC technology with strong international partnerships, the project sets a benchmark for how the construction materials industry can adapt and progress despite uncertainty. As Ukraine continues its path toward recovery and modernization, initiatives of this scale will be essential in shaping a more sustainable, self-reliant, and technologically advanced construction sector.