Science & Innovation
Physical properties, chemical and mineral composition
Requirements for fly ash for the production of AAC blocks
Loading...About the authors: Keda Suremaker AAC production process technology laboratory. - Keda Suremaker AAC production process laboratory is awarded as the provincial engineering technology research center and national post-doctoral research station, focusing on the raw material test, solid waste utilization, AAC formula design, new product and process research and development, industry standardization work.
The chemical composition of coal is complex and includes two categories of organic and inorganic matter. Organic matter accounts for the majority and is completely turned into gas after full combustion. The main minerals in coal include silicates, oxides, carbonates, sulfites, sulfates, phosphates, etc. The main reactions that occur in coal when it is burned are described in the following.
Kaolinite
Al2O3-2SiO2-2H2O → A12O3-2SiO2 + 2H2O
Al2O3-2SiO2 → Al2O3-SiO2 + SiO2
3[Al2O3-SiO2] → 3Al2O3-2SiO2 + SiO2
Ilmenite
K{Al2[AlSi3O10](OH)2} → K{Al2[AlSi3O10]O} + H2O
4K{Al2[AlSi3O10]O} → 2K2O + 3[SiAl4O8-2SiO2] + 3SiO2
The following reactions occur when lime is added:
SiAl4O8-2SiO2 + CaO → Ca[Al2Si2O8] + Al2O3-2SiO2
Ca[Al2Si2O8] + 2Al2O3 → 3Al2O3-2SiO2 + CaO
Carbonate
CaCO3 → CaO + CO2↑
CaMg(CO3)2 → MgO + CaO + CO2↑
Sulphur iron ore
FeS2 + O2 → Fe2O3 + Fe3O4 + SO2↑
Chemical composition of fly ash
From the main reactions during coal combustion, the main chemical components of fly ash are SiO2, Al2O3, CaO, Fe2O3, MgO and unburned carbon particles.
Mineral composition
The vitreous body in fly ash is usually the main part, but the content of crystalline substances is sometimes higher, ranging from 11% to 48%. The main crystalline phase substances are mullite, quartz, hematite, magnetite, tricalcium aluminate, yellow feldspar, silica-magnesian calcium, magnesite, lime, etc. Among all the crystalline phase substances, mullite accounts for the largest proportion, which can reach a total of 6% to 15%, in addition the fly ash containing unburned carbon particles. It is not sufficiently accurate to estimate the pozzolanic activity of fly ash based on the SiO2 content, firstly because of the large variation of fly ash and secondly because in certain fly ashes, more than half of the analytically determined SiO2 belongs to inert quartz.
Since the chemical composition of fly ash is not identical among the particles, the fly ash formed during the combustion process forms different phases during the discharge cooling process. The content of crystalline minerals in fly ash is related to the cooling rate, and in general, the faster the cooling rate the higher the vitreous content. The non-crystalline minerals are vitrinite, amorphous carbon and secondary limonite, of which the vitrinite content is usually more than 50%.
Classification of fly ash
Due to the great differences between different fly ashes, it is necessary to classify the fly ash. At present, there are several methods of classifying fly ash and there is no uniform classification method. Several of the more commonly used methods are selected for classification in the following.
Based on the content of CaO
According to the content of CaO, fly ash is divided into high-calcium fly ash and low-calcium fly ash. For example, in China high-calcium fly ash refers to fly ash with a calcium oxide content greater than 10%, and low-calcium fly ash has a calcium oxide content no greater than 10%.
Depending on the type of coal
The fly ash used for cement and concrete in China is also divided into two categories according to the coal type. One category is the fly ash collected by calcination of anthracite or bituminous coal, and the other category is the fly ash collected by calcination of lignite or sub-bituminous coal, in which the calcium oxide content is generally more than 10%.
According to the combustion condition
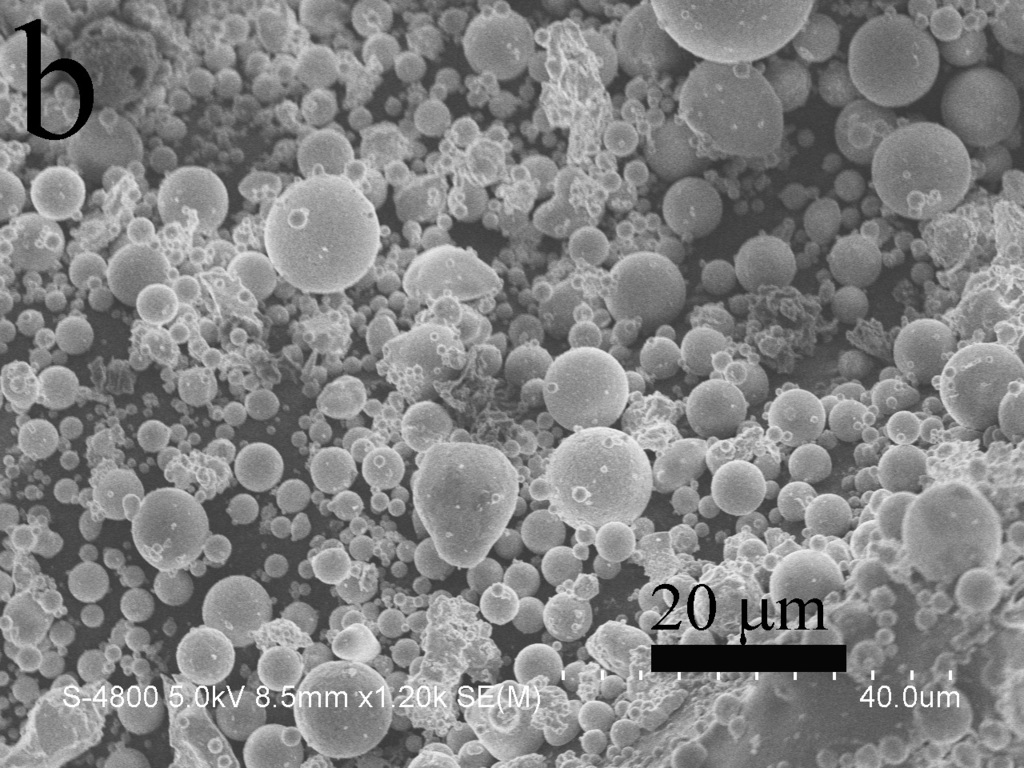
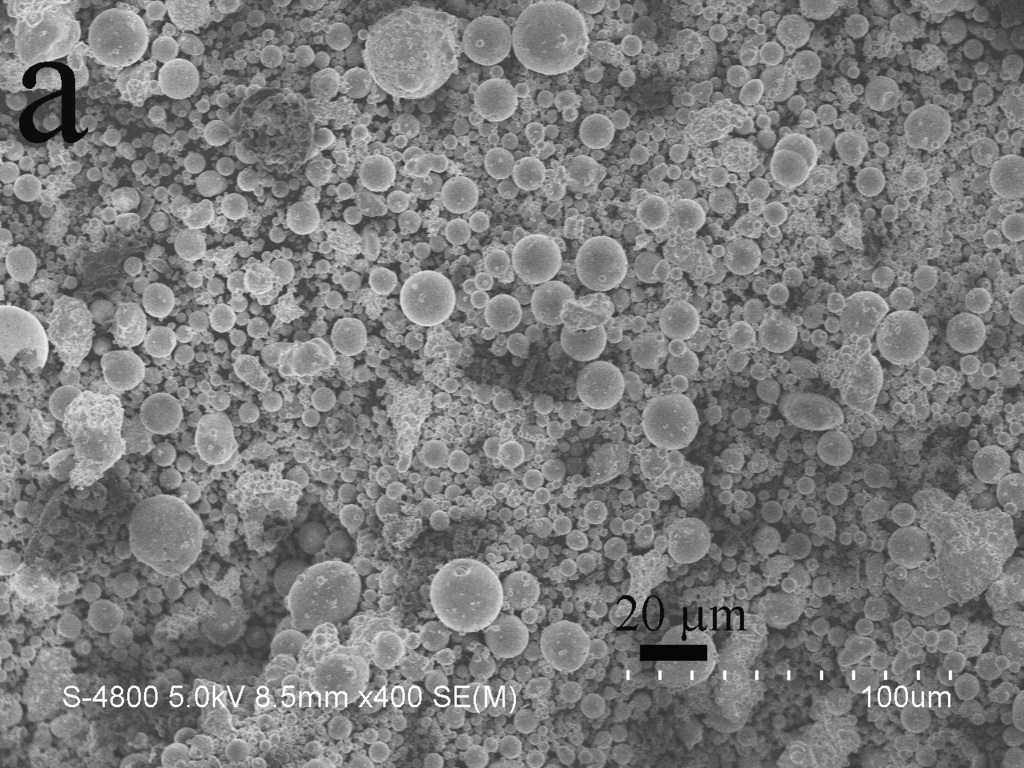
According to the combustion conditions, boilers can be divided into layer-fired furnaces, pulverized coal furnaces, fluidized bed furnaces, cyclone furnaces, etc. Layer-fired furnaces and cyclone furnaces are gradually eliminated, and fluidized bed furnaces have been upgraded to circulating fluidized bed boilers. The major focus is therefore on coal-powder furnaces and circulating fluidized bed boilers, and the fly ash produced is called coal-powder furnace fly ash and circulating fluidized bed fly ash. Pulverized coal furnace fly ash is produced by the combustion in a pulverized coal furnace, which burns coal with a high calorific value and fineness less than 100 μm at high furnace temperatures (generally above 1,400°C). The thus produced fly ash is the product of high temperature fusion and quenching.
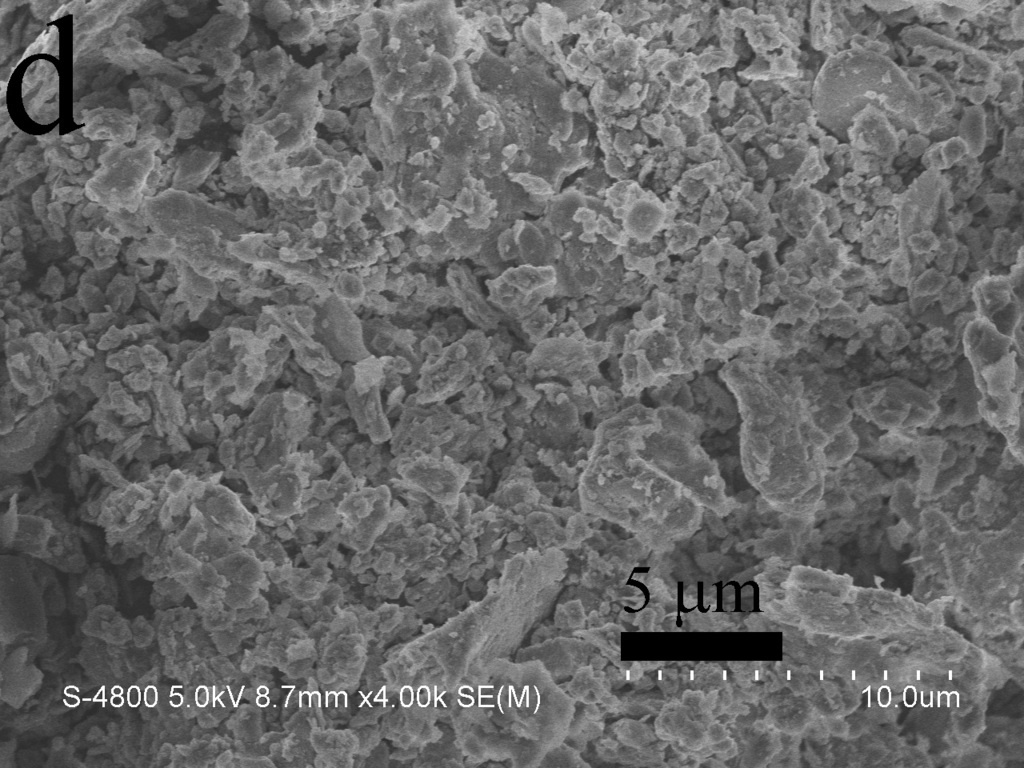
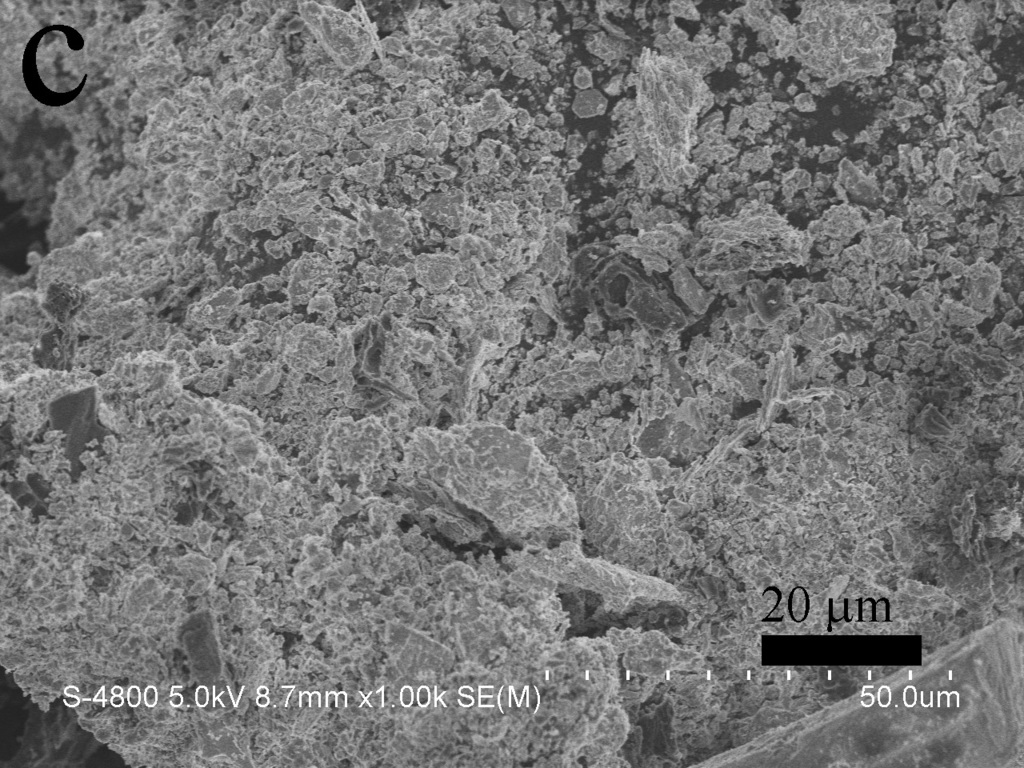
Circulating fluidized bed combustion technology represents a new generation of high-efficiency, low-pollution clean coal combustion technology that has been rapidly developed in the past two decades. The circulating fluidized bed boiler burns granular coal. The temperature of slagging is low, generally between about 850°C - 950°C, and the SO2 and NOx emissions are greatly reduced at this temperature. The furnace type is mainly designed for poor quality coal (ash content ≥ 30%), as well as coal gangue and other fuels, and is the main furnace type developed recently. There are large differences between pulverized coal furnace fly ash and circulating fluidized bed fly ash in terms of mineral composition, microscopic morphology and loss on ignition, and these characteristics not only directly affect the fly ash activity, but also the quality of AAC produced with this fly ash.
Requirements for fly ash for AAC production
The reference standard for fly ash requirements for silicate building products is detailed in Table 1.
Fly ash for silicate building products, JC 409-2016 | |
Indicator name | Indicator requirement |
Maximum fineness (80 μm square hole sieve) | 25% |
Maximum loss on ignition | 8% |
SiO2, minimum | 40% |
SO3, maximum | 2% |
Cl-, maximum | 0.06% |
Chloride ion requirement for reinforced products only | |
Table 1: Reference standard for fly ash requirements for silicate building products.
Fineness
The finer the fly ash, the higher the activity. The fineness is therefore a very important performance indicator. It is generally required to use 0.080 mm square hole sieves in production, and the sieve margin is not more than 20%. For high density (> 600 kg/m3) products, the sieve margin can be 20% - 30%. In cases where the specific surface area is not greater than 2500 – 3000 cm2/g, some references indicate that the use of 0.045 mm aperture standard sieves to determine the fineness of fly ash is more reasonable. Therefore, in actual production, enterprises can consider using these two apertures of the sieve to test at the same time, which can produce a more detailed particle size range of fly ash to adjust the process. In general, the fineness of the fly ash can meet the production requirements, but it is better to configure a ball mill in the production process to remove impurities such as weeds from the fly ash. Additionally, agglomerated particles contained in the fly ash can be ground to optimize its particle gradation. To avoid problems in the utilization of dry fly ash, the fly ash can be treated by spraying in advance. Alternatively, the fly ash can be left for two hours after slurry making so that it can fully absorb water before use.
Loss on ignition
Loss on ignition is mainly determined by the amount of carbon in the fly ash, with a high loss on ignition considered to relate to a high carbon content. The requirements in the above standards vary and are generally less than 6% in production. However, this value can be slightly relaxed if the fly ash has high SiO2 and Al2O3 contents. Some sources indicate that when the carbon content exceeds 10%, the strength and frost resistance of AAC is significantly reduced. Carbon is a loose porous material with strong water absorption, resulting in large water demand for fly ash, which requires a high water-to-material ratio to meet a certain degree of flow in the production process. The result is that during the hydration reaction, water forms a hydrophobic film on the surface of the carbon, which is not conducive to the penetration of water into the interior of the fly ash and affects the production of hydration products, which in turn affects the strength of the AAC product.
Silicon dioxide (SiO2)
Due to the inorganic components in additional mineral inclusions in the coal, the SiO2 content in the fly ash can reach values of more than 35% to 60%. High-temperature combustion after quenching cold fly ash relates to more silica-aluminum in the glass body, which produces fly ash with high activity. Compared to sand and other siliceous materials, the SiO2 content is much lower, but the fly ash can still be used to produce a qualified AAC product, based on a minimum content of 45%.
Sulphur trioxide (SO3)
The sulfur trioxide content is mainly related to the level of sulfate in the fly ash. High calcium fly ash usually has a relatively high content of SO3 and iron-rich fly ash may also have a high content of SO3. Easily soluble sulfates and sulfides, which oxidize in air and under humid conditions, can corrode components of steel. In addition to this, sulfates tend to cause swelling of the product during production, bringing about unsettling properties, and the content is generally required to be limited to a maximum of 2%. Circulating fluidized bed fly ash, especially the solid sulfur ash of desulphurization in boilers, mostly belongs to the class of high calcium fly ash, the SO3 content of which is much higher than that of coal fly ash. With values higher than 5%, sometimes even up to 15%, the use of such fly ashes is very difficult.
Water requirement for standard consistency
Using a Vicat apparatus, the penetration of net fly ash slurry with different water contents is studied experimentally to determine the amount of water to be added, which is the standard consistency water requirement. This index is used to indicate the water demand of fly ash, which is the most important characteristic of fly ash for use, as it determines the amount of water used in the production of the mix and affects the process parameters and product properties during pouring.
The water demand is related to the particle size of the fly ash and the unburned carbon content. Coarse-grained fly ash, due to its porosity, can draw some of the water into the voids in addition to capillary absorption and film water, while fine-grained fly ash cannot draw water into the voids and has a poorer water absorption capacity. The ball-mill treatment of coarse-grained fly ash is therefore necessary in the production process. The grinding process produces needle-shaped fly ash particles, which results in poor water absorption. The water film layer and the water demand are reduced.
The current standard has canceled the requirements of this indicator, but the author considers this indicator to be very important. The standard consistency of coal fly ash requires more than 45% water, circulating fluidized bed fly ash standard consistency requires more than 55% water. The general production requirements of this indicator are within 55%.
Other indicators
In addition to the indicators mentioned above, it is recommended to test the following indicators to get a higher quality AAC product:
Al2O3 10% - 30%, Fe2O3 ≤ 10%,
Na2O + K2O ≤ 3%, CaO ≤ 10%, MgO ≤ 3%.
The swelling properties of fly ash are mainly derived from the free calcium oxide and magnesium oxide in it, which tend to cause swelling in the hardening and steam maintenance stages of production, resulting in the production of inferior products.
Concluding remarks
Due to the different types of coal, coal combustion particle sizes, combustion conditions, and ash discharge methods, the compositional differences between the different fly ashes can be very large. This also results in large differences in physical properties, chemical composition, and mineral composition. Consequently, different types of fly ash should be treated differently during utilization. With the improvement of environmental protection requirements, the available amount of desulfurization and denitrification fly ash gradually increases. The utilization of this kind of fly ash requires special treatment.